Casting Aluminum Alloys
Our Products
Casting Aluminum Alloys
We offer a range of high-quality ingots for Various applications. Our goal is to provide our clients With the best secondary aluminum alloys products while being environmentally responsible
| Alloys Grade | 383 | ADC12 | LM 24 | LM 26 | LM 27 | A356.0 | A356.1 | AK5M2 |
|---|---|---|---|---|---|---|---|---|
| Mg | 0.10 max | 0.3 max | 0.3 max | 0.5-1.5 | 0.35 max | 0.25-.045 | 0.25-.045 | 0.5 max |
| AL | Remaining | Remaining | Remaining | Remaining | Remaining | Remaining | Remaining | Remaining |
| Si | 9.5-11.50 | 9.6-12.0 | 7.5-9.5 | 8.5 10.5 | 6.0-8.0 | 6.5-7.5 | 6.5-7.5 | 2.0-8.0 |
| Ti | (0.15 max) | 0.3 max | 0.2 max | 0.2 max | 0.2 max | 0.2 max | 0.2 max | 0.2 max |
| Cr | (0.15 max) | - | - | - | - | - | - | - |
| Mn | 0.5 max | 0.5 max | 0.5 max | 0.5 max | 0.2-0.6 | 0.1 max | 0.1 max | 0.5 max |
| Fe | 1.3 max | 1.3 max | 1.3 max. | 1.2 max | 0.8 max | 0.2 max | 0.15 max | 1.0 max |
| Ni | 0.3 max | 0.5 max | 0.5 max | 1.0 max | 0.3 max | 0.1 тах | 0.1 max | 0.5 max |
| Cu | 2.0-3.0 | 1.5-3.5 | 3.0-4.0 | 2.0-4.0 | 1.5-2.5 | 0.2 max | 0.2 max | 1.0-3.0 |
| Zn | 3.0 max | 1.0 max | 3.0 max | 1.0 max | 1.0 max | 0.1 max | 0.1 max | 1.0 max |
| Sr | (0.15 max) | - | - | - | - | - | - | |
| Zr | (0.15 max) | 0.2 max | - | - | - | - | - | 0.2 max |
| Sn | (0.15 max) | 0.2 max | 0.2 max | 0.1 max | 0.1 max | - | - | 0.2 max |
| Pb | (0.15 max) | 0.2 max | 0.2 max | - | - | - | ||
| Ca | - | - | - | - | - | - | ||
| Cd | - | - | - | - | - | - | ||
| V | - | - | - | - | - | - | ||
| Hg | - | - | - | - | - | - | ||
| Be | - | - | - | - | - | - |
Quality
Quality Control
Quality is of utmost importance to us. We are committed to adopt and maintain the intent of Total Quality Management (TQM) culture at every step of our operations. Our quality control processes are rigorous and thorough, ensuring that the secondary aluminum alloys we produce meets the highest industry standards.
We use spectrometer to analyze the composition of the secondary aluminum alloys ensuring that they are of the desired quality. Our secondary aluminum alloys is subject to mechanical and metallurgical testing to ensure that it meets the required specifications.
Product Physical Properties
Physical Properties
Product Type
Secondary Aluminum Alloy
Form / Appearance
Solid, Grey, Metallic Shapes
Colour
Silver
Odour
No Odour
Solubility In Water
Negligible
Melting Point
660°c
Boiling Point
2450°c
Specific Gravity
2.7 gm/cm³
Flammability
Non-Flammable
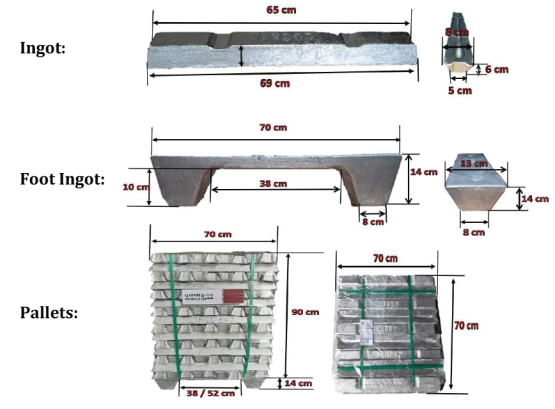
Product Size
7 Kg to 7.5 Kg (Ingot) / 12 Kg to 13 Kg (Foot Ingot)
Packing
2.8 to 3.1 Ton per pallet
Storage
Cool & Dry place
Drive Production Efficiency with Superior Casting Alloys
High-quality castings start with high-purity inputs. Our secondary aluminum alloys ingots are engineered to maximize fluidity, minimize porosity, and deliver consistent mechanical results. We help foundries reduce rejection rates and achieve tighter tolerances in every pour.
Choosing the right grade—whether A356 for strength or ADC12 for flow—is crucial. We provide expert guidance to match the alloy’s thermal properties to your specific mold geometry and performance needs.
Surface defects can ruin a production run. Our alloys undergo rigorous filtration and grain refinement processes, ensuring a smooth surface finish that minimizes the need for expensive post-cast machining.

Specialized Casting Solutions
Precision-Engineered for Every Mold Type
At Lucky Star Alloys, we manufacture a comprehensive range of secondary aluminum alloys casting alloys designed to deliver exceptional fluidity and mechanical integrity. Whether for high-volume automotive production or intricate aerospace components, our alloys are formulated to meet the specific thermal and physical demands of your casting process.
- Die Casting: High-fluidity alloys optimized for rapid solidification and thin-walled precision parts.
- Sand Casting: Versatile grades ensuring smooth flow and structural soundness for heavy industrial components.
- Gravity Casting: Alloys offering superior density and pressure tightness for critical safety applications.
- Investment Casting: High-precision formulations for parts requiring intricate geometries and excellent surface finishes.
Ready to Elevate Your Casting Quality?
Whether you need standard commercial grades or custom formulations, our team provides the technical expertise and consistent supply you need to succeed. Let’s discuss your specific foundry requirements today.
Material Performance & Quality
Consistent Quality, Pour After Pour
We understand that the quality of your final casting begins with the quality of our ingot. Our manufacturing process integrates advanced Optical Emission Spectrometry (OES) and rigorous filtration systems to ensure every batch is free from inclusions and meets exact chemical specifications.
Optimal Fluidity
Engineered with precise chemical balances to maximize molten flow, our alloys ensure the defect-free casting of intricate geometries and thin-walled components, even in the most complex mold designs.
Controlled Microstructure
Through advanced grain refinement techniques, we achieve a uniform internal structure that guarantees predictable mechanical properties—including superior tensile strength and elongation—significantly reducing the risk of component failure under stress.
Superior Machinability
Formulated to minimize abrasive wear on cutting tools, our alloys enable faster machining speeds and smoother surface finishes. This directly translates to reduced cycle times and lower production costs during post-cast processing.
Global Compliance
Every batch is rigorously tested and certified to meet or exceed major international specifications (ASTM, EN, and ISO), ensuring your final products satisfy global regulatory requirements and industry audit standards without compromise.